



端銑刀;是目前銑床加工技術中最常見同時也是活用性最高的刀具
當然,因材施教也是加工技術中必須熟悉的條件之一。掌握要素有這些工件材質、加工方式、機台剛性、加工原理,有了上述條件兜湊起來,才會進到選用刀具的時候。

上次我們替你介紹單刃銑刀,這回我們來講兩刃(雙刃)銑刀的特質與相關知識分享。
什麼是兩刃銑刀?
這是一種可以Z軸升降插銑的刀具,為什麼兩刃銑刀可以這樣?
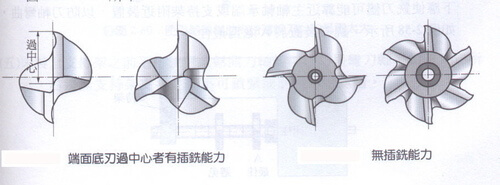
首先,這張圖提到兩種加工能力
- 有插銑能力
- 無插銑能力
先針對有插銑能力刀具來看,2刃銑刀端面刀口明顯指示出一側刃長超過旋轉中心,則3刃銑刀最長刃長處僅止於旋轉中心。那麼也因為這個現象的發生,業界前輩分為兩派,有人說3刃沒有插銑能力;另一部份的人則說3刃銑刀具備插銑能力。
影片中表示插銑能力,當下引導孔大過無刀口直徑涵蓋區,將不再有插銑的干涉。
在文章中,對3刃銑刀不多做太多評論,我是屬於認為3刃銑刀無插銑能力的這派人馬。
為什麼母機愛用兩刃銑刀?

我分為幾點列出如下:
- 機具剛性不足(相較於NC設備)
- 主軸轉速不足(同樣相較於NC設備)
- 進給速率不穩定(也是相較於NC設備)
好!為什麼這三個要素會讓工作母機最常使用兩刃刀具,因為兩刃刀具的剛性真的是爛到不行,再來會在工作母機使用銑削的狀況,”一般來說”沒有辦法做到兩軸同動,三軸就更別說了。
首先一軸移動的狀況下,兩刃銑刀並沒有任何專長過人之處。
再來就是,排屑狀況在工作母機上極為重要,因為工作者與工作物間很有可能沒有任何防護設備,在工作母機加工環境中,粉狀切屑是最難控制切屑流向的樣貌,故較少工作者使用複數刃銑刀,以2刃銑刀來誘使切屑成為長條狀。
最後,刀口再生性會影響工作使用者的停機率與加工型態,複數刃可以在沙輪機上修整,2刃銑刀必然也可以,那為什麼你我都選用2刃銑刀呢?
因為複數刃銑刀在沙輪機上修整的難度、妥善度掌握非常不易,少說也要有15年以上經驗你才能做到複數刃刀具的修整,至於2刃…重複操作20次就略有模樣了。
列表比較優劣
| 1刃銑刀 | 2刃銑刀 | 複數刃銑刀 |
| 排屑能力最佳 | 排屑能力次佳 | 刃數越多越不易排屑 |
| 不易量測刀徑 | 刀徑簡單量測 | 單數切刃不易量測刀徑 |
| 強度最弱 | 強度普通 | 強度高 |
| 趨無發熱 | 不易發熱 | 刃數與發熱量成正比 |
| 適用插銑、溝銑、鑽孔、超高光面 | 適用插銑、溝銑、鑽孔、側銑 | 適用側銑、淺溝、精密加工、高光面 |







FhsnUnask
can you buy viagra over the counter buying viagra in melbourne viagra gold
blackhand
tks